当前,受到国内需求的不断增长,我国经济处于持续发展的水平,精密行星减速机以其特有的性质在工业生产中应用应用广泛。精密行星减速机是工业生产中的重要设备,一旦出现故障问题,不但维修难度大,而且维修时间长,对于生产造成巨大的影响,因此,我们需要深入研究精密行星减速机内部结构,对故障及时进行排查,为生产的顺利进行奠定基础。接下来跟着着深圳行星减速机厂家小编一起来看看精密行星减速机的故障分析及解决改进措施……
一、行星减速机故障分析
1、传动部分故障
用手转动输入轴或电机风扇叶,转动手感正常,再一下输出轴是否也相应向相反运动,如果正常,可以确认传动件空载无故障,可继续进行下一步,用手正反转动输出轴,检查其回程间隙,来确定该机的磨损程度。若间隙微小正常,可以直接加载试车,有杂音,但是不明显;若间隙较大,运转时有严重杂音则应该拆机全面检查修复结构件及更换标准件。若手转不动或不正常有点死等,说明该机传动部分有故障,有不正常的死点,还要注意有规律和无规律。一般若用手转不动,分析是机体内部结构件窜轴顶死、轴承损坏或摆线轮、针齿销套等结构件有碎块、夹死。若转动是有规律的则是轴承损坏或齿轮有缺陷,若无规律的死点且伴有杂音,分析是损坏的零件碎块进入油中,这两种情况在摆线减速机运转过程中均会出现较大的杂音和不规则的撞击声音。

直角 减速机
2、温升异常故障
在正常情况下,精密行星减速机在负荷状态下的温升不超过45度,当温升超过50度时应该立即停机检查。异常温升的可能原因是机内传动部分的润滑不合理,或由于轴向受力,造成羰面摩擦所致,应检查油位和机油牌号或拆机检查有无拉毛胶合及端面研磨等等现象。
二、精密行星减速机故障排查
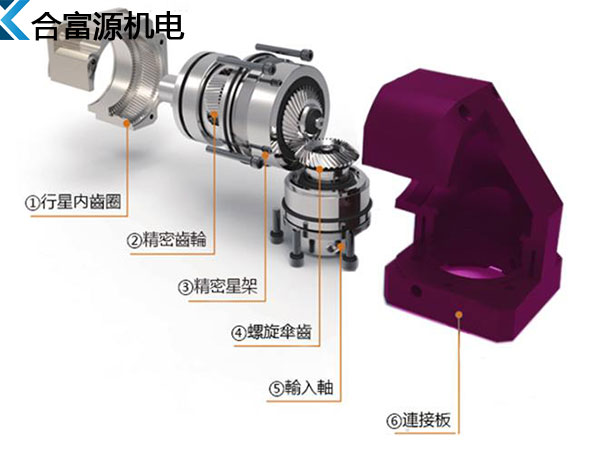
由于行星减速机使用零件个数少而且润滑简单,各个行星减速机生产厂家的各种型号行星减速机拆卸与装配工艺基本相同,所以拆装方便面,易于维修。先将输出部分与减速部分联接螺丝松开发区再下减速部分;余下的是输入部分的电机或端盖输入轴。
1、减速部分的轴系故障
从输入部分开始,行检验电机有无窜轴,轴承点小或轴承室大;若有则维修或更换零部件,将合电机达到单机运转声音正常,转子轴自转跳动≤0.01MM,以转子旋转中心为基准,用百分表测量电机转子与法兰端面的垂直度≤0.035MM。也止口的同心度≤0.035;输入端的输入轴和端盖要求也相同;若不合格,这些零件均可上车床找正后配套装入,再找下检验进行处理。
2、减速部分故障
行星减速机之所以使用可靠、故障少、寿命长,因为主要传动啮合件使用耐磨耗及耐疲劳性能良好的高碳铬轴承钢制造,机械性能良好,正常工作基本上无磨损。行星减速机的失效形式主要是缺油或润滑不良造成中心孔与转臂轴承配合处在工作人员中摩擦热过大,产生退火、胶合、磨损变形,而行星孔和齿轮由于转低于其相比一般不损坏或损坏程度微小。齿轮在工作时受力主要是直径方向的阻力,而轴向不受力,因而齿轮两平行而和行星孔可用为维修基准。
3、输出部分的故障
输出部分的故障主要有四处:
(1)轴承磨损坏,更换轴承即可;
(2)是输出轴轴承点磨损,销孔松动。若是轴承点磨损,可以将轴上车床用四爪找正配套,基准点设在没有磨损的输出轴定位套台和隔离套台上,同心度达到0.015MM;
(3)输出轴销孔松动,可以根据机型大小和强度而写,一般B3以下可以将原孔过盈0.015-0.035堵死,重新车平,在两孔之间错位加工出配合孔;若机号较大,可以将底盘销孔加掉,留有止口,加工新盘热装后重新车削镗孔;
(4)机座轴承孔松动后磨损增大失效,可利用端面和底面找下,垂直度在0.03MM,止口和未磨损的轴承孔找正,扩孔配套加工修复好磨损的轴承孔,同心度控制在≤0.025MM。
总之,通过在效的故障排除,大大提高了减速机的运行效率,促进了生产作业的效率。
未经允许不得转载:行星减速机|中空旋转平台|伺服电动缸|齿轮齿条|同步带轮 » 深圳行星减速机厂家解析行星减速机损坏原因及改进措施
 合富源解析直角行星减速机齿轮的相关问题
合富源解析直角行星减速机齿轮的相关问题
